海纳金属铣削计算器
铣削加工计算公式
1. 加工时间 T [sec]
- Tc
- =
- 60 x L x π x DC
- fz x z x vc x 1,000
- =
- 60 x L
- vf
2. 所需动力 Pc [kW]
- Pc
- =
- Q x kc
- 60 x 1,000 x (Ƞ ÷100)
- =
- ap x ae x vf x kc
- 60 x 106 x (Ƞ ÷100)
3. 切削速度 vc [m/min]
- vc
- =
- π x DC x n
- 1,000
4. 主轴转速 n [min-1]
- n
- =
- vc x 1,000
- π x DC
5. 每刃进给量 fz [mm/t]
- fz
- =
- vf x π x DC
- z x vc x 1,000
- =
- vf
- z x n
6. 进给速度 vf [mm/min]
- vf
- =
- fz x z x vc x 1,000
- >π x DC
- =
- fz x z x n
7. 所需马力 H [HP]
- H
- =
- Pc
- 0.75
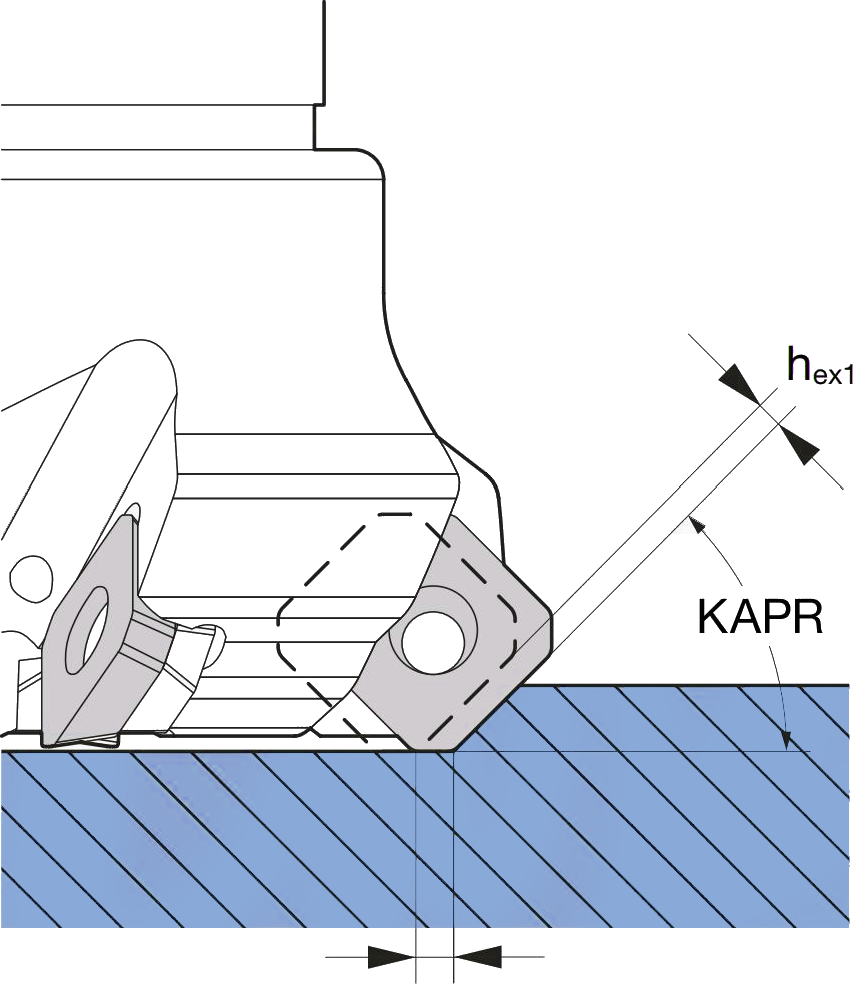
8. 最大切屑厚度 hex1 [mm]
【 ae ≦ DCx0.5 】
- Hex1
- =
-
ae
DC
- -
-
ae
DC
- 2
- x fz x 2 x sin(KAPR)
【 DCx0.5 < ae ≦ DC 】
- Hex1
- =
- fz x sin(KAPR)
9. 最大切屑厚度 ( 圆块刀片 ) hex2 [mm]
- Hex1
- =
-
ap
IC
- -
-
ap
IC
- 2
- x fz x 2
10. 切屑排出量 Q [cm3 /min]
- Q
- =
- ap x ae x fz x z x vc
- π x DC
- =
- ap x ae x vf
- 1,000
比切削阻力 Kc 的概略值
- 非合金钢1,500 MPa
- 低合金钢2,000 MPa
- 高合金钢3,000 MPa
P
- 奥氏体系2,000 MPa
- 铁素体系2,500 MPa
M
- 可锻铸铁900 MPa
- 灰口铸铁1,200 MPa
- 球墨铸铁1,500 MPa
K
- 铝合金500 MPa
- 铜合金900 MPa
N
- Ti 基1,400 MPa
- Fe 基2,500 MPa
- Ni 基2,800 MPa
- Co 基3,000 MPa
S
- 高硬度钢 50-55HRC3,300 MPa
- 高硬度钢 60-63HRC4,500 MPa
- 高硬度铸铁3,500 MPa
H
- Tc加工时间[sec]
- Pc所需动力[kW]
- vc切削速度[m/min]
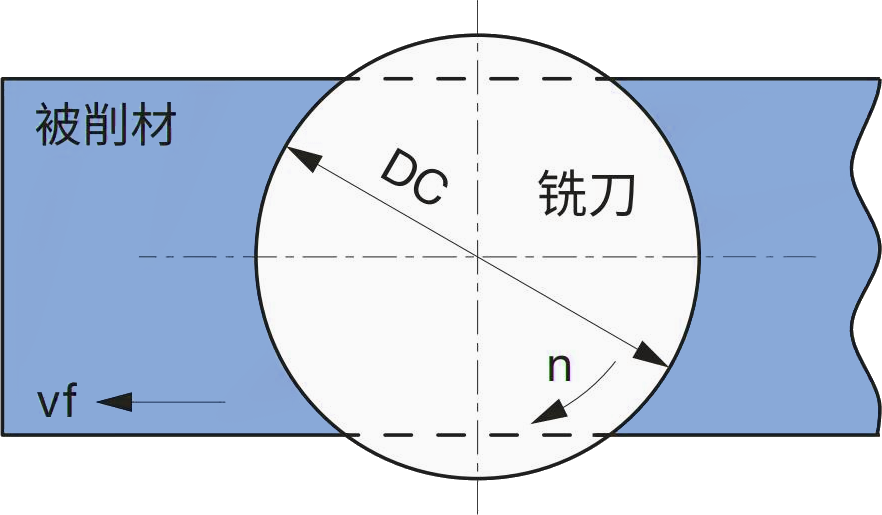
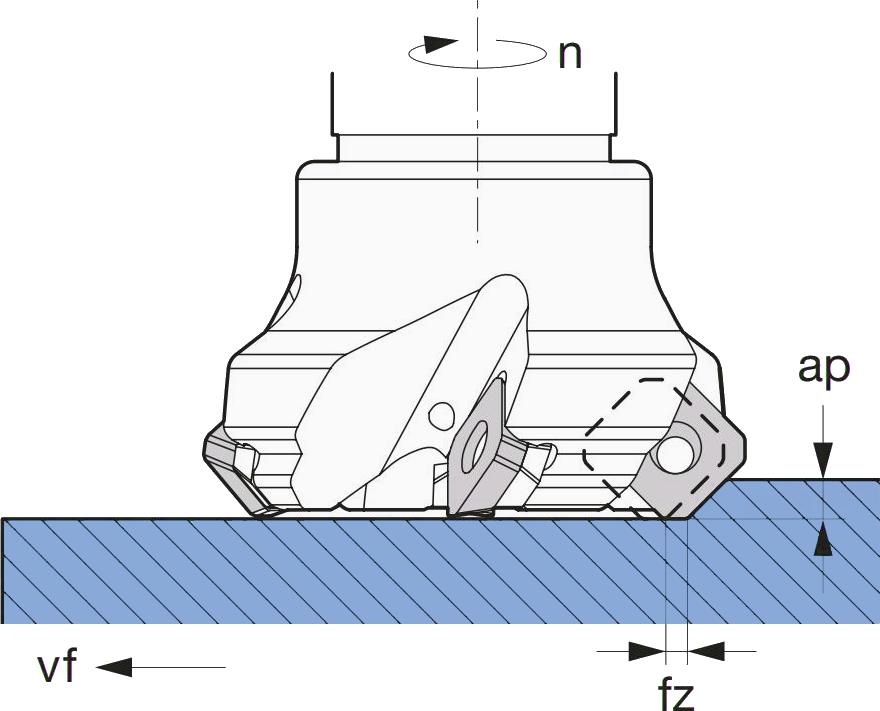
- n主轴转速[min-1]
- fz每刃进给量[mm/rev]
- vf进给速度[mm/min]
- H所需马力[HP]
- hex1最大切屑厚度[mm]
- hex2最大切屑厚度(圆块刀片)[mm/min]
- Q切屑排出量[cm3/min]
- L加工长度[mm]
- DC铣刀直径[mm]
- IC刀片直径[mm]
- KAPR主偏角[°]
- ap切深[mm]
- ae切削宽[mm]
- z刃数[pcs]
- Kc比切削阻力[MPa]
- Ƞ机械功率[%](70~85)
- ※ π ≒ 3.14



- 您正在分享
铣削加工计算公式
- 扫一扫访问当前网页